DO IT IN COMPOSITE
MATÉRIAUX COMPOSITES : DÉFINITION ET CARACTÉRISTIQUES
CARACTÉRISTIQUES MÉCANIQUES CLÉS
Le procédé / Nos matériaux
Il existe 2 types d’enroulement, qui lors de la fabrication d’un tube peuvent être combinés :
- l’enroulement dit « parallèle » (angle de 90 à 85° par rapport à l’axe du mandrin) (« Hoop Winding »)
- l’enroulement dit « croisé » (angle de 80 à 30° par rapport à l’axe du mandrin) (« Helical Winding »)
En jouant sur le nombre de « parallèle » et de « croisé » dans la structure d’un tube ainsi que sur l’angle donné au « croisé », il est possible d’optimiser la structure en fonction des sollicitations auxquelles est soumise la pièce. Après polymérisation, la pièce finie est séparée du mandrin lors de l’opération de démandrinage.
- Tubes carbone : faible densité, bonnes caractéristiques mécaniques spécifiques. Température d’utilisation en continu élevée (130 °C).
- Tubes hybrides : combinaison verre/carbone ou carbone/aramide (propriétés de délaminage sous impact -blindage). Ces solutions permettent de lier technicité et design . Matériau avancé.
- Tubes verre : (Fibre de verre E) Les tubes en fibre de verre sont utilisés pour des applications nécessitant des tubes isolants, résistants à des pressions internes et des environnements de travail sous haute température (130° max).
- Renforts : Roving de verre E – 1200 Tex ou bien fibre de carbone haute résistance.
- Matrice : Mélange d’une résine époxyde (type bisphénol A) et d’un durcisseur (type amine).

Caractéristiques mécaniques (pour le verre-époxy)
(Ces valeurs sont données de bonne foi, elles sont communiquées sous réserve et n’engagent pas notre société.)
Contrainte rupture traction sens longitudinal = 12 dN/mm²
Contrainte rupture traction sens circonférentiel = 70 dN/mm²
Contrainte rupture en flexion = 10 dN/mm²
Module d’élasticité sens circonférentiel = 3500 daN/mm²
Module d’élasticité en flexion = 1500 dN/mm²
Température d’utilisation (C°)
CARACTÉRISTIQUES CLÉS DE NOS PIÈCES COMPOSITES
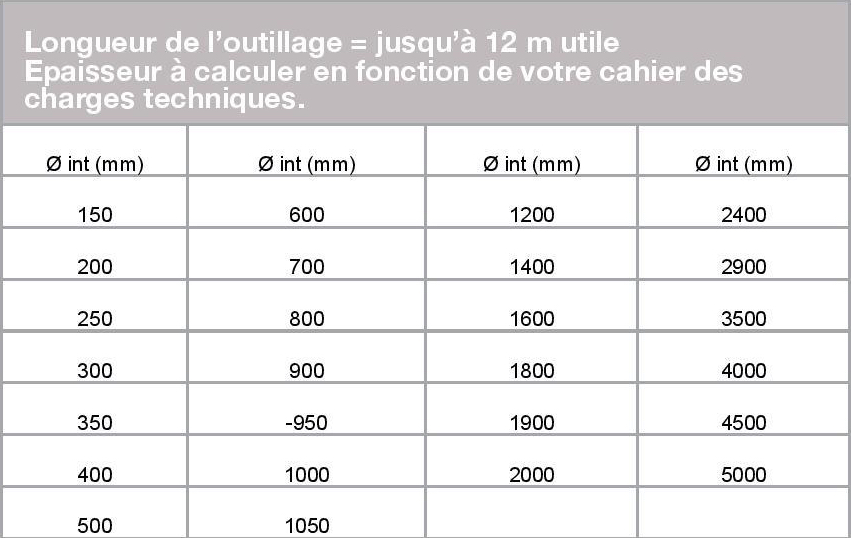
Outillage pour fabrication résine époxy (fibre de verre ou carbone)
Épaisseur maximum jusqu’à 150 mm avec limite un diamètre extérieur <=270 mm (dimensions étuves).


Outillage pour fabrication résine polyester / vinylester (fibre de verre ou carbone)


TOLÉRANCES DIMENSIONNELLES, FINITIONS ET ETATS DE SURFACES


TOLÉRANCES DIMENSIONNELLES ET ETATS DE SURFACES

Rectitude : 0,1 mm/m
Ovalisation : 0,05 mm maxi
Rugosité interne : RA entre 0,5 et 1,5 μm
(*: en fonction du mandrin retenu et de son état de surface. Nous consulter pour des cas d’étanchéité à forte pression).



OPÉRATIONS DE PARACHÈVEMENT POSSIBLE SUR UNE PIÈCE COMPOSITE
