DO IT IN COMPOSITE
NOS PROCÉDÉS DE FABRICATION
L’ENROULEMENT FILAMENTAIRE
L’enroulement filamentaire : consiste à enrouler, sur un mandrin, des fibres (fibres de verre, carbone…) imprégnées de résine puis à faire polymériser la structure (polymérisation à chaud en étuve).Les machines d’enroulements sont automatiques (C.N.) et assurent une parfaite reproductibilité des fabrications. On obtient des matériaux avec de très bonnes caractéristiques mécaniques (taux de fibres élevé : 60 à 75 % en masse) et avec la possibilité de disposer les fibres de façon optimale dans le sens des efforts à supporter.
Il existe 2 types d’enroulement, qui lors de la fabrication d’un tube peuvent être combinés:
– l’enroulement dit « parallèle » (angle de 90 à 85° par rapport à l’axe du mandrin) (« Hoop Winding »)
– l’enroulement dit « croisé » (angle de 80 à 30° par rapport à l’axe du mandrin) (« Helical Winding »)
En jouant sur le nombre de « parallèle » et de « croisé » dans la structure d’un tube ainsi que sur l’angle donné au « croisé », il est possible d’optimiser la structure en fonction des sollicitations auxquelles est soumise la pièce. Après polymérisation, la pièce finie est séparée du mandrin lors de l’opération de démandrinage.


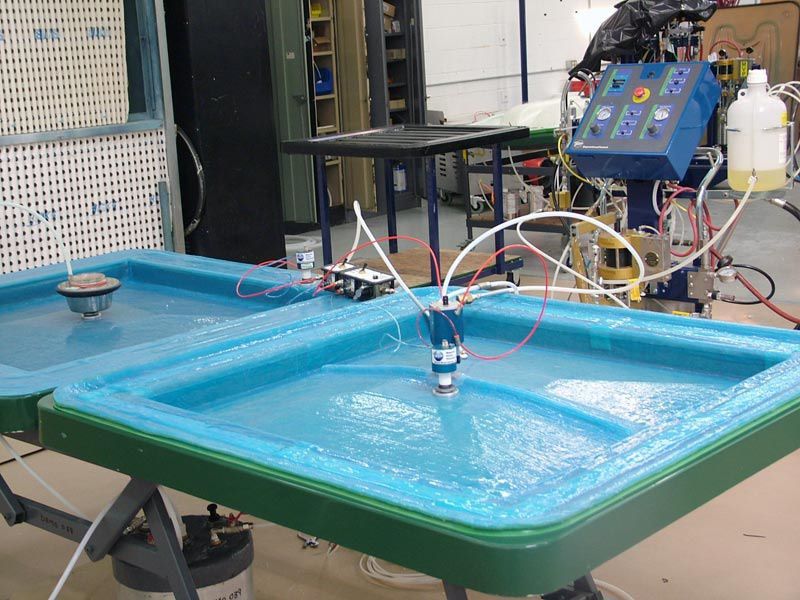
L’INFUSION
L’infusion : consiste à injecter sous pression et/ou sous vide une résine réactive dans l’entrefer d’un moule rigide où est placé le renfort (le plus souvent pré-formé). Post-cuisson réalisée en étuve. Produit de bel aspect de surface.
MOULAGE PAR PROJECTION SIMULTANÉE
Moulage par projection simultanée consiste à appliquer le verre et la résine au moyen d’un matériel constitué d’un coupeur de roving et d’un pistolet projetant la résine formulée. L’ensemble fonctionnant par air comprimé. Les pièces fabriquées peuvent avoir les caractéristiques suivantes :
– dimensions : sans limitation, à partir de 0,25m x 0,25m,
– épaisseurs et rayon de courbure : 5mm au minimum,
– aspect : une face lisse, une face brut,
– cadence de fabrication de 50 à 600 kg par homme par jour.
– dimensions : sans limitation, à partir de 0,25m x 0,25m,
– épaisseurs et rayon de courbure : 5mm au minimum,
– aspect : une face lisse, une face brut,
– cadence de fabrication de 50 à 600 kg par homme par jour.


OPÉRATIONS DE PARACHÈVEMENT POSSIBLES
Nos opérations de parachèvement possibles sur une pièce composite
- Reprise des faces par usinage
- Découpe spéciale
- Perçage
- Usinage d’une gorge intérieure et pose d’une bague en inox
- Pose d’un insert ou autres pièces annexes par collage
- Usinage spécifique
- Pose d’un hélicoïde
