DO IT IN COMPOSITE
VERBUNDWERKSTOFF BEGRIFFSBESTIMMUNG UND EIGENSCHAFTEN
WICHTIGSTE MECHANISCHE EIGENSCHAFTEN
Das Verfahren / unsere Materialen
Das Verfahren besteht darin, harzgetränkten Fasern (aus Glas, Kohlenstoff, usw.) auf einen Spannfutter zu wickeln und schließlich die Struktur zu polymerisieren (Heiß-Polymerisation im Trockenschrank). Die Wickelmaschinen sind automatisch (mit numerischer Steuerung) und gewährleisten eine perfekte Reproduzierbarkeit des Herstellungsprozesses. Diese erhaltene Materialen haben mit sehr guten mechanischen Eigenschaften (hoher Faseranteil: 60 bis 75 Gew.-%) und können die Faser optimal in Richtung der zu tragenden Belastung anordnen.
Es gibt zwei Wicklelverfahren, die bei der Herstellung eines Rohres miteinander kombiniert werden können:
- die sogenannte „Parallelwickel“ oder “Hoop Winding” (Winkel von 90 bis 85° zur Spannfutter-Achse)
- die sogenannte „Kreuzwickel“ oder “Helical Winding” (Winkel von 80 bis 30° zur Spannfutter-Achse)
Durch die Anzahl der „Parallelwickel“ und „Kreuzwickel“ für die Rohrstruktur sowie durch den gegebene Winkel zum „Kreuzwickel“ kann die Struktur je nach den Beanspruchungen, denen das Teil ausgesetzt ist, optimiert werden. Nach der Polymerisation wird das fertige Werkstück vom Spannfutter bei der Spannfuttertrennung getrennt.
Die verschiedenen Qualitäten je nach Art der Teile:
- Kohlenstoffrohre: Niedrige Dichte, gute spezifische-mechanische Eigenschaften. Hohe Dauerbetriebstemperatur (130°C).
- Hybridrohre: Kombination aus Glas/Kohlenstoff- oder Kohlenstoff/Aramid (Eigenschaften für Delaminierung beim Aufprall – Abschirmung). Mit diesen Lösungen können Technizität und Design verbunden werden. Fortschrittliches Material.
- Glasrohre mit Glasfaser der Typen E: Glasfaserrohre werden Isolierrohre mit Innendruckbeständigkeit und verwendet, die Innendrücke und gegen Arbeitsumgebungen mit hoher Temperatur (max. 130°) beständig sind.
Unsere Materialen – Bei Standardproduktion wie Nautikindustrie:
- Verstäkungen: Roving mit Glas E – 1200 Tex oder Hochfeste Kohlenstofffaser
- Matrix: Mischung aus einem Epoxidharz (Bisphenol A-Typ) und einem Härtemittel (Amin-Typ).

(Diese Werte werden in gutem Glauben gegeben, sie werden unter Vorbehalt mitgeteilt und verpflichten unser Unternehmen nicht.)
Volumenmasse = 2 à 2,1 kg/dm3
Bruchspannung in Längsrichtung = 12 dN/mm²
Bruchspannung in Umfangsrichtung = 70 dN/mm²
Bruchspannung auf Biegung = 10 dN/mm²
Elastizitätsmodul in Umfangsrichtung = 3500 dN/mm²
Elastizitätsmodul auf Biegung = 1500 dN/mm²
Anwendungstemperatur (C°)
– 50°C à 120°C
WESENTLICHE EIGENSCHAFTEN UNSEREN VERBUNDTEILEN
Herstellungsausrüstung für Epoxid-Harz (Glas- oder Kohlenstofffaser)
Minimale Dicke 0,8 mm (Standard) 0,3 mm (auf Anfrage verarbeitet).
Maximale Dicke bis zu 150 mm mit Begrenzung auf einen Außendurchmesser<=270 mm (Abmessung der Trockenschränken)


Herstellungsausrüstung für Polyester-/ Vinylester Harz (Glas- oder Kohlenstofffaser)
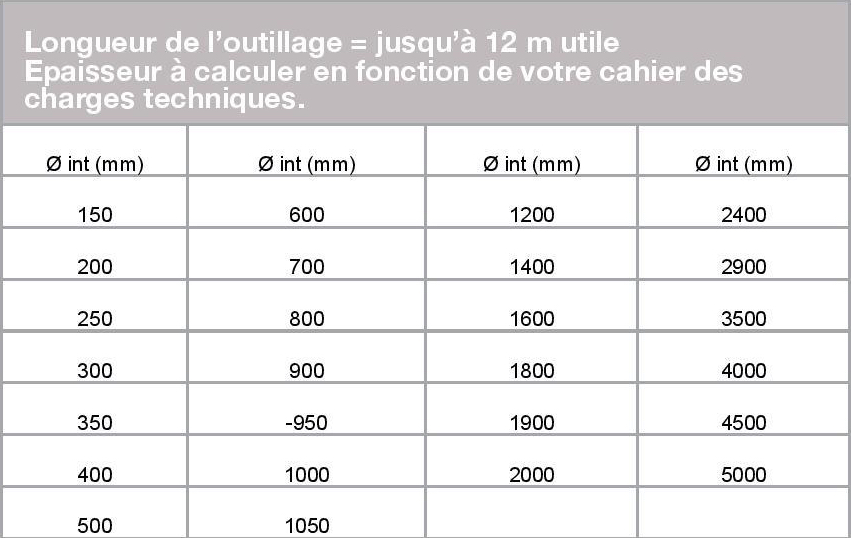
Breite Auswahl von Spannfuttern für billige Einführungskosten


MAßTOLERANZEN, FERTIGBEARBEITUNGEN UND RAUHEIT
auf Aussendurchmesser…


MAßTOLERANZEN UND RAUHEIT
auf Innendurchmesser…

Innendurchmesser-Toleranz: H11
Geradheit : 0,1 mm/m
Ovalisierung: 0,05 mm max.
Innenrauhigkeit: zwischen 0,5 und 1,5 μm
Erklärung: Da die Faser um ein Spannfutter mit einer extrem Rauheit gewickelt ist, kann die Innenrauhigkeit des Rohres die Dichtigkeit direkt auf dieser Oberfläche erzeugen.



MÖGLICHE FERTIGSTELLUNGSVORGÄNGE AUF EINEM VERBUNDTEIL
